1. Tolerânsjes foar kranen fan ferskate presysgraden
It krektensnivo fan 'e kraan kin net allinich selektearre en bepaald wurde neffens it krektensnivo fan' e te bewurkjen tried, It moat ek beskôgje:
(1) it materiaal en hurdens fan it te ferwurkjen wurkstik;
(2) Tapping apparatuer (lykas masine ark betingsten, clamping ark hânfetten, cooling ringen, ensfh);
(3) Precision en manufacturing flater fan de kraan sels.
Bygelyks: it ferwurkjen fan 6H-thread, by it ferwurkjen op stielen dielen, kin 6H-precision tap wurde selektearre;By it ferwurkjen fan griis getten izer, om't de middelste diameter fan 'e kraan flugger drage, is de útwreiding fan' e skroefgat ek lyts, dus it is passend om 6HX-precisiekraan te kiezen, it libben sil better wêze.
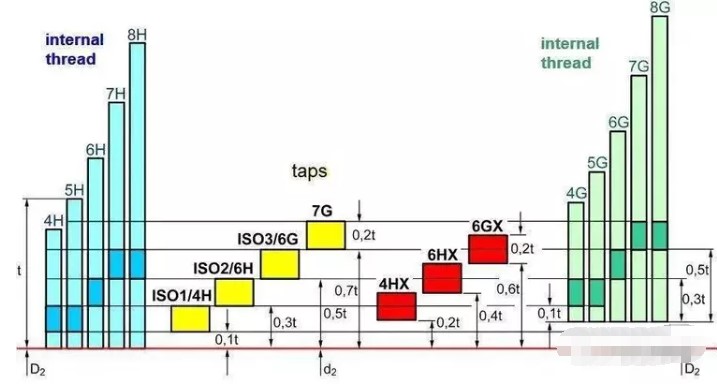
Beskriuwing fan de krektens fan de JIS kraan:
(1) Cutting tap OSG brûkt OH presyzje systeem, oars as ISO noarmen, OH precision systeem sil twinge de breedte fan de hiele tolerânsje sône út de leechste limyt, elke 0.02mm as in krektens nivo, neamd OH1, OH2, OH3, ensfh ;
(2) Extrusion tap OSG brûkt it RH accuracy systeem, it RH accuracy systeem twingt de breedte fan 'e hiele tolerânsje sône om te begjinnen fan' e leechste limyt, elke 0.0127mm as in krektensnivo, neamd RH1, RH2, RH3 ensafuorthinne.
Dêrom, by it brûken fan de ISO presyzje tap te ferfangen de OH presyzje tap, it kin net gewoan wurde beskôge dat 6H is likernôch gelyk oan OH3 of OH4 nivo, dat moat wurde bepaald troch konverzje, of neffens de eigentlike situaasje fan de klant.
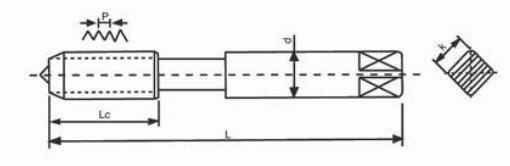
2. Eksterne grutte fan kraan
(1) Op it stuit binne de meast brûkte DIN, ANSI, ISO, JIS, ensfh.
(2) Selektearje de passende totale lingte, blade lingte en handgreep fjouwerkante grutte neffens ferskillende ferwurkjen easken of besteande betingsten fan klanten;
(3) Ynterferinsje by ferwurking.
3. De 6 basis eleminten fan tap seleksje
(1) Soart triedferwurking, metrysk, Britsk, Amerikaansk, ensfh.;
(2) Soart tried boaiem gat, troch gat of blyn gat;
(3) Materiaal en hurdens fan it te ferwurkjen wurkstik;
(4) De djipte fan 'e folsleine tried fan it wurkstik en de djipte fan' e ûnderste gat;
(5) De krektens nedich troch de workpiece tried;
(6) Foarm standert fan tap.
Post tiid: Oct-31-2023